
1380323086115343172222
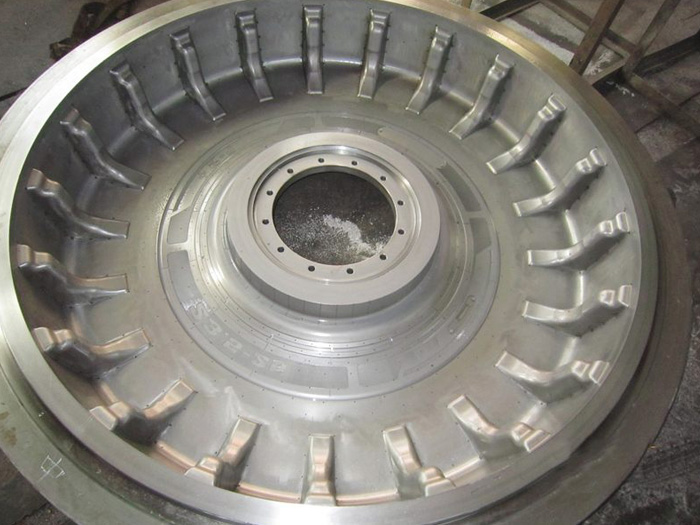
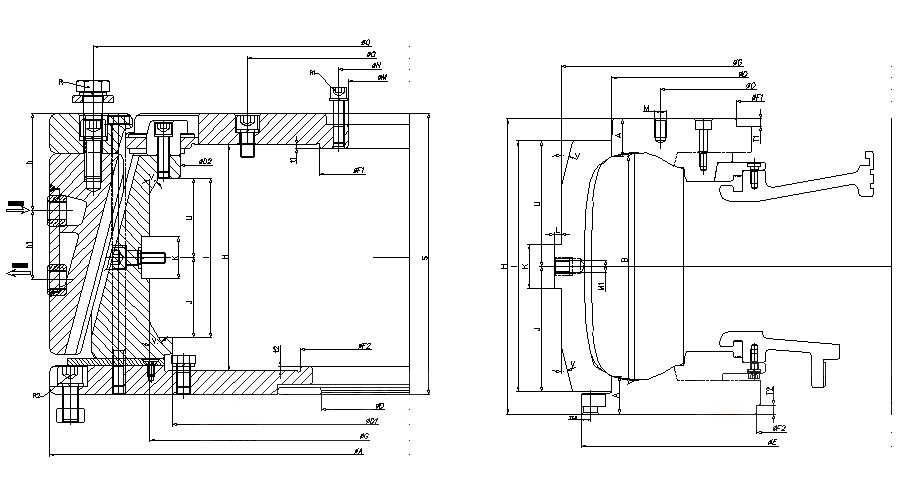
用輪胎模具-載重輪胎模具")

|
尺寸代號
|
模具規(guī)格 |
公差標(biāo)準(zhǔn) |
||||
|
H300 |
H355 |
H370 |
H400 |
H405 |
||
|
H |
300 |
355 |
370 |
400 |
405 |
± 0.06 |
|
G |
Ф 730 |
Ф 785 |
Ф 848 |
Ф 895 |
Ф 970 |
|
|
I |
250 |
312 |
310 |
340 |
341 |
|
|
K |
60 |
50 |
60 |
60 |
60 |
|
|
L |
9 |
9 |
9 |
9 |
9 |
|
|
M1 |
2-M16 |
2-M16 |
2-M20 |
2-M20 |
2-M20 |
|
|
J |
125 |
156 |
155 |
170 |
170.5 |
± 0.1 |
|
U |
125 |
156 |
155 |
170 |
170.5 |
|
|
V |
15 ° |
30 ° |
15 ° |
15 ° |
15 ° |
2” |
|
D |
Ф 615 |
SD |
SD |
SD |
SD |
|
|
E |
Ф 655 |
Ф 765 |
Ф 795 |
Ф 840 |
Ф 900 |
|
|
O |
Ф 400 |
Ф 460 |
Ф 527 |
Ф 582 |
Ф 596 |
± 0.3 |
|
M |
4-M16 |
4-M16 |
4-M16 |
4-M16 |
4-M16 |
|
|
F1 |
Ф 360 |
Ф 330 |
Ф 380 |
Ф 375 |
Ф 410 |
|
|
F2 |
Ф 360 |
Ф 330 |
Ф 365 |
Ф 365 |
Ф 385 |
|
|
Z |
219.5 |
203.17 |
190.76 |
201.33 |
251.05 |
± 0.2 |
|
T1 |
10 |
10 |
10 |
10 |
10 |
|
|
T2 |
10 |
10 |
10 |
10 |
10 |
|
|
θ |
35 ° |
30 ° |
26 ° |
26 ° |
26 ° |
2” |
|
花紋圈等分?jǐn)?shù) |
8 |
8 |
9 |
9 |
9 |
|



冀公網(wǎng)安備13098102000584號
用輪胎模具-載重輪胎模具")
